
Move the V-shaped block and fine-tune the baffle screw to ensure the distance from the end of the shaft to the center of the drill template hole. This positioning method is suitable for drilling the first cornerless hole.
(2) The workpiece groove is positioned horizontally (see Figure 8)
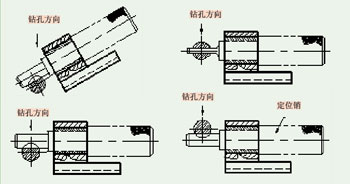
Figure 8 Workpiece slot horizontal positioning
After moving the V-shaped block to ensure the distance between the workpiece slot (or hole) and the center of the drill template hole, push the positioning block to make the positioning pin and the workpiece slot (or hole) close to each other to achieve the corresponding angle of the drilling. There are four kinds of positioning methods including positioning, lower positioning, angular positioning and hole positioning on the workpiece groove.
(3) The workpiece groove is positioned vertically (see Figure 9)
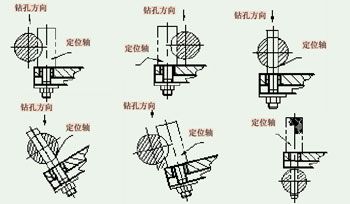
Figure 9 Workpiece slot is positioned vertically
The method is the same as above, and includes six positioning modes: right side positioning, left side positioning, angle positioning, vertical hole positioning and angle hole positioning of the workpiece groove.
6. Fixture installation and adjustment process
The fixture installation and adjustment process is shown in Figure 10.

Figure 10 fixture installation and adjustment process
Previous Next
Ungrouped,High Quality Ungrouped,Ungrouped Details, CN
Jining Juheng Hydraulic Machinery Co., Ltd. , https://www.juheng-cn.com