
Productivity improvement ideas
1. Reasonable splitting process and precise planning of production line
According to the inspection of the production line, only 10 of the eight main stations in the main line can meet 9 pieces/h, and the rest of the stations can not be satisfied. Therefore, the process of re-splitting the main line is re-split. It can increase the production capacity of the main offline. In order to reduce the investment, we added a spot welding repair station at the end of the main line, a CO2 gas shielded welding station, and the main downline has a production potential of 9 pieces/h through the process adjustment inside the main lower line station. see Attachment).
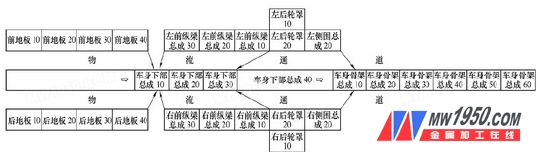
The body frame assembly 10 station is a pre-installation station where the side wall assembly and the lower body assembly are connected by a buckle. It is necessary to assemble five parts, which are the left and right side circumference assemblies (through the upper part of the spreader) The lower part of the car body 40 (transported to this station by the skid), the front and rear top beam assemblies (manual upper parts), and eight glued, two people are scheduled to produce, the production cycle is 250s/set. Its production tempo is much less than 400s/set (9 pieces/h), so increasing the workload of the station to balance other stations can increase the production capacity of the entire main line. Due to the station, it is necessary to hoist the side wall. If the spot welding process is added here, the side wall hoisting will be affected, so the CO2 gas shielded welding is selected here. By increasing the CO2 gas shielded welding process, the station has added 58 CO2 solder joints/welds, with an average working time of 396s.
3. Reasonable process layout, optimized to increase equipment, tooling, and auxiliary equipment
The lower station assembly 10 station is the starting position of the lower line, and its work content is mainly: six upper parts, respectively, left and right front longitudinal beams (manual upper parts), front and rear bottom plates (electric hoist hangers and Sharing a hoist), the left and right rear sills strengthen the beam (manual upper parts), the total number of solder joints is 244, the staff is scheduled to be four people, and the production beat is 600s/set. According to the measurement working hours on site, the actual assembly time of the station takes a total of 168s, of which the upper and lower floors consume 135s, so the process layout using only one electric hoist is obviously unreasonable, so add one. The electric hoist and spreader can simultaneously hoist the front and rear floor assembly, which can save the assembly time to 45s and reduce the lower assembly tempo of 90s/set.
4. Reduce the number of sub-assembly stations and improve the utilization rate of external and external organizations
It is an effective measure to reduce investment and increase production capacity by making more use of social resources and cultivating strategic suppliers to effectively meet the requirements of the OEM's quality system, thereby reducing the sub-assembly and increasing the proportion of the assembly. The supplier of the overseas factory is the welding shop of the company's headquarters. Generally speaking, the production capacity of the headquarters is much larger than that of the overseas factories. The production capacity of the bus line supported by this overseas production line is 24 pieces/h, so the operation content of the bus line is improved and the overseas operation is reduced. The operation content of the factory can greatly increase the production capacity of overseas factories.
5. Increase the number of operators, balance work time and labor intensity
In the previous planning and design, the number of personnel in the station can not meet the adjusted production capacity. Therefore, in order to enable the station to meet the production tact requirements, increase the number of operating staff, and improve the skills of the staff, the production capacity of the station can be improved. . Increase the number of operators, balance the personnel's operation content in the station and meet the balance of operators within the station. This balance includes working time and labor intensity. For example, the lower body assembly has 30 stations, which are left/right rear wheel covers (manual upper parts), lower body assembly 20 (sliding transfer), rear wall assembly (manual upper parts), solder joints. The total number is 306, the welding tongs are eight, the staff is set to two, the production beat is 600s/set, and the production beat is 400s/set by adding two operators. There are three pieces of manual upper parts at this station, which are the left and right rear wheel covers and the rear wall assembly. These parts are concentrated in the rear part of the body, which leads to one of the two employees at the back of the body. The last time around the assembly parts, resulting in uneven working time in the station and uneven labor intensity. Through the multi-skills training in the station, the labor intensity of the rotation of the staff in the station can achieve the purpose of improving efficiency.
6. Balance the beat between processes, eliminate bottlenecks
At present, most of the production lines in the automotive industry are streamlined continuous operation combinations after the process is subdivided, which is a joint environment in which people, people and machines work together. Due to the division of work, supplemented by machinery and equipment, the operation difficulty is greatly reduced, and the operator's proficiency is easily improved, thereby changing the situation of high consumption and low efficiency in the past. After the combination of operations, the working time between the processes is theoretically and cannot be completely the same in reality. This is bound to cause people and machines to wait, and the work load of each process is uneven, resulting in unnecessary work time loss. Therefore, it is imperative to balance the beat of the production line. Beat balance, that is, averaging all the processes of the production line, adjusting the load of the bottleneck process, so that each process operation uses similar technical means and methods as much as possible.
The beat balance is actually to eliminate the bottleneck. Each production line will have its own bottleneck. Eliminating these bottlenecks can increase production speed and increase production capacity within a certain range, thus driving the efficiency and efficiency of the entire production line and the entire production process. The elimination of bottlenecks is first of all the work-time measurement of the entire production line, sorted by time, and the longest time, which can not meet the requirements of 9 pieces/h, is defined as the bottleneck station; The time analysis is performed to analyze each operation step of each worker in the bottleneck station. See if there is a problem of mutual cooperation, whether there is a waste of waiting, whether it is possible to transfer some of the operational content to break it down into other non-bottleneck stations. For example, the body frame assembly 20 work station has two parts, which are the body frame assembly 10 (sliding transfer) and the top cover assembly (manual upper parts). The total number of welding points is 143 + 2 pieces of glue + 4 A CO2 solder joint, the staff is scheduled to be four people, the production cycle is 560s/set, and 42 joints such as the side wall and the wheel cover top cover and the rear top beam are moved to the body frame assembly 30 station, so that the beat is reduced to 385s. /station.
Conclusion
The growth in car sales around the world indicates an urgent need for increased production capacity. However, the increase in production capacity cannot be blindly invested. How to achieve higher productivity with lower cost, fastest response speed, and most effective improvement methods to meet the growing market demand, and to protect the return of investment is also one of the considerations. The previous research and analysis of planning a reasonable design capacity, and the flexibility of production capacity will be a new challenge for the market.
Ultrasonic Flowmeter,Portable Flow Meter,Portable Ultrasonic Flow Meter,Ultrasonic Water Flow Meter
Wuxi Winsun Automation Instrument Co., Ltd , https://www.winsunwx.com