
I. Project Overview
CNOOC Tianye Chemical's 60,000 t/year acetal resin project utilizes methanol plant and methanol products from Inner Mongolia Tianye Chemical (Group) Co., Ltd. to further process and produce POM. Our company undertakes the construction of three zones of polymerization plant of formaldehyde plant, three zones of enrichment plant and the construction of public works and auxiliary equipment of the whole plant, as shown in Figure 1.

Figure 1 Polymer plant
Public works and auxiliary equipment include: circulating water system, water supply and drainage system, fire protection system, liquid tank area, desalinated water system, sewage treatment system, incineration system, nitrogen production, refrigeration system, temperature reduction and decompression station, comprehensive control building and finished product Warehouse, etc.
A total of 1712 sets of equipment were installed in the whole plant, 650 sets of electrical equipment, 254 078m of pipeline installation, 6027 sets of instrumentation, and 7470t of steel structure.
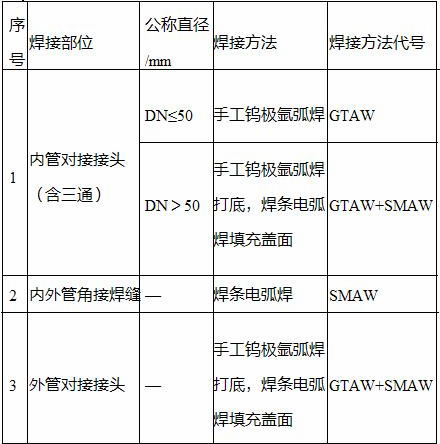
The pipeline welding engineering quantity of this project is shown in Table 1. The material of the pipeline is many (00Cr19Ni10, 00Cr17Ni14Mo2, 0Cr18Ni9, 15CrMo, 20 steel, Q235B, etc.). The pipeline process medium is complex, and there are methanol, formaldehyde, trioxane, ethylene glycol, Dioxane, butanol, butyral and acetal copolymer are flammable, explosive, corrosive and toxic, especially when the medium such as butyral is condensed, deteriorated and polymerized at room temperature.
Table 1 Number of process pipes

Therefore, the process pipeline of this project has the characteristics of large number of pipelines, many types of pipeline materials, small diameter of pipelines, smooth requirements for weld internal ports, and large proportion of casings.
Second, the key welding technology
1. Welding of the jacketed sleeve
The jacketed jacket uses jacketed hot water to provide heat to maintain process media flow. The inner tube is made of 00Cr19Ni10 and the outer tube is 20 steel. It is difficult to construct. The welding quality inspection requires 100% X-ray inspection of the butt weld of the inner tube, 100% penetration of the fillet weld or magnetic particle inspection, and the stainless steel weld is pickled. Processing and so on.
(1) The construction sequence firstly manages the rear branch pipe; firstly, the inner pipe of the straight pipe section is prefabricated, and the outer pipe is penetrated after passing the test; the outer pipe fitting is welded after the inner pipe fitting and the straight pipe are welded.
(2) The welding method is shown in Table 2.
Table 2 Welding method for jacketing
(3) Technical measures before welding When designing the prefabricated pipeline diagram, the internal and external pipe welds should be staggered, the outer pipe fixed welds should be minimized, and the adjustment section should be reduced.
The outer tube elbow group is symmetrically cut into two lobes before welding, and the shape of the groove is polished by a hand-held electric wheel polishing machine. The section cut is straight, the roundness of the restored weld is ≤ 8%, and the inner surface of the weld is required to be flat.
The radius of curvature of the inner and outer tube elbows should be consistent with: inner tube R = 1.5D and outer tube R = 1.0D.
The outer tube tee adopts a pressing tee, and the pressing tee is cut into two pieces, and the cutting form has two forms of cross cutting and slitting, which should be selected according to actual conditions. The incision should be straight, the roundness of the restored welded joint should be ≤ 8%, and the inner surface of the welded joint should be flat without protrusion.
When the different diameter pipes are docked, the interfaces on the large diameter side of the inner and outer pipes should be aligned to prevent the inner and outer pipe spacing from becoming smaller or the inner and outer pipe contacts being blocked. If necessary, the outer pipe reducer can be used as the adjustment half pipe.
After the specific position of the special parts, the instrument parts and the opening of the branch pipe are determined, the hole is drilled, and the diameter of the hole is 4 mm larger than the outer diameter of the branch pipe, which is convenient for the pipe welding or the free insertion of the instrument piece. The rod wheel cleans the hole.
(4) Coverage of welding operation instructions 100% Analyze all welded joints, prepare welding instructions for each welded joint before welding, and prepare a matching welding procedure assessment report for each welding operation guide.
(5) The welding operator's certificate-on-board rate is 100%. The weld joints assigned by the welder can be covered by the “Special Equipment Operator Certificate†uniformly printed by the AQSIQ. At the same time, the welder enters the on-site skill assessment, as shown in Figure 2.

Figure 2 welder admission skills assessment
(6) Welding parameters The welding parameters of each welded joint shall meet the requirements of the corresponding welding operation instructions, including: the form and size of the butt joint groove, welding method, welding material, welding current, arc voltage, welding speed, welding layer (dao) number and interlayer temperature.
2. Welding 00Cr17Ni14Mo2 stainless steel
(%) The protective gas argon gas, purity ≥ 99. 95%.
(2) The welding machine adopts DC arc welding machine.
(3) Before cleaning the counterpart, the oil, burrs and other materials harmful to welding must be cleaned within 15 mm from the inside and outside of the groove.
(4) The gap between the mouth and mouth should not be too small, which is convenient for the feeding of the welding wire. The amount of the wrong side is ≤ 10% of the wall thickness and <1 mm, and the gap is 2 to 2.5 mm.
(5) The wiring should not be made of carbon steel as the grounding terminal. The grounding terminal should be fastened to the weldment.
(6) Positioning welding is directly applied to the weldment. The venting protection should be carried out before the positioning welding. When the argon gas replaces the harmful gas such as air in the pipe, the positioning welding can be carried out. The same welding parameters as in the case of formal welding are used for tack welding. The length is 7 to 10 mm, and the position is fixed at 2:00 to 2:30 and 9:30 to 10:00, as shown in Fig. 3. The tack welds must not be defective. After the tack welding, tap the 6:00 position with a wooden hammer to bend the ends of the pipe slightly downward.
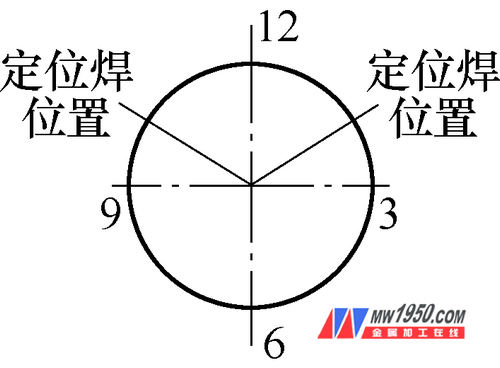
Figure 3 Positioning welding position
(7) When welding the arc, the welding speed should be slowed down, the wire filling amount should be increased, and the molten pool should be filled to avoid craters, hot cracks and shrinkage holes. After the arc is extinguished, the torch nozzle is still aligned with the molten pool to continue argon protection and prevent oxidation.
(8) After the post-weld treatment, immediately after the root welding, the water is forcibly cooled with water.
(9) Precautions The bottom layer welding torch is used for lateral crescent-shaped oscillation. The welding between the intermediate layer and the cover layer is not laterally oscillated. Multi-layer multi-channel rapid welding is adopted, and the interlayer temperature should be controlled at 60 °C.
(10) Operating technology The angle of the welding torch is shown in Figure 4. During the entire welding process, short arc welding should be maintained at all times, and the angle between the welding torch and the workpiece should be maintained at 70° to 80°. The angle between the welding wire and the workpiece should be maintained at 10 ° ~ 20 °, otherwise it is easy to produce pores.
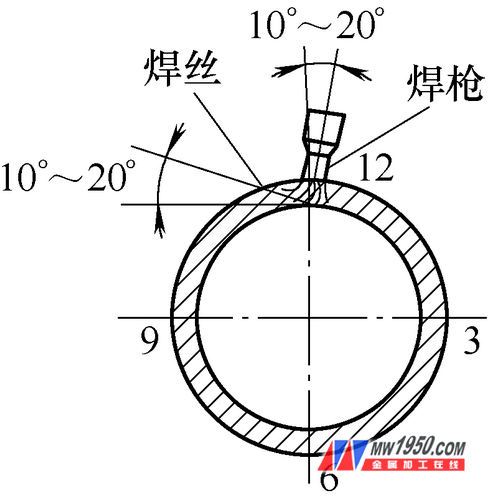
Figure 4 Pipe argon arc welding torch angle
Welding level (number of passes): Take the pipe joint of φ47mm×8mm as an example, as shown in Figure 5.
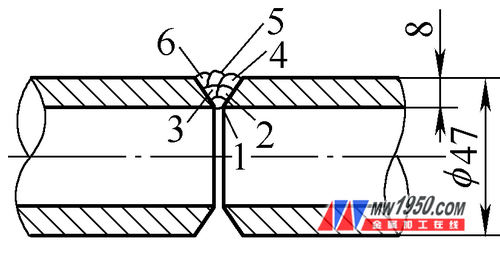
Figure 5 shows the level of pipe welding
Note: 1 to 6 are welding order
Do not ignite arcs and arcs on the pipe surface at the weld. The length of the tungsten extension should also be adjusted appropriately depending on the welding level.
3. 15CrMo heat-resistant steel welding process
5毫米。 The slanting gap is controlled at 2. 5 ~ 3. 0 mm. The groove is machined by mechanical cutting, and then trimmed with an angle grinder to remove oil, paint, dirt and rust from the inner and outer surfaces of the groove and its edges ≥20mm.
(2) When positioning the pipe to the spot, according to the technical parameters in the welding operation guide, the positioning weld is uniform and the length of the welding seam is 20mm. If the welding point is defective, it should be removed in time and re-spot welding.
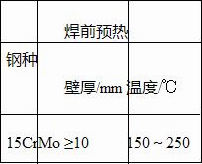
(3) Preheat the range of ≥50mm on both sides of the weld center before welding, as shown in Table 3. The self-control instrument electric heater is used, and the thermocouple is used for temperature measurement.
Table 3 Preheating technical parameters
(4) Immediately after the preheating temperature is reached, the tungsten argon arc bottom layer is welded, the thickness of the solder layer is ≥ 3 mm, and one continuous welding is completed.
(5) Immediately after the completion of the bottom bead, the filling layer is welded. The welding arc welding is divided into three layers, each layer has a thickness of 3 mm, and the temperature between the welding layers is controlled at about 250 °C.
Third, welding equipment
The welding equipment on site mainly includes: manual arc welding machine, tungsten argon arc welding machine, air plasma cutting machine, semi-automatic CO2 gas shielded welding machine, submerged arc welding prefabrication station, etc.
Among them, semi-automatic CO2 gas shielded welding machine and submerged arc welding are used for steel structure welding and mobile pipeline prefabrication stations, as shown in Figure 6. The pipeline prefabrication station has the characteristics of high efficiency, high degree of automation, and reduced labor intensity of the welder, and is especially suitable for prefabrication work of thick-walled pipelines, and can complete all work of bottoming, filling and covering at one time.

Figure 6 Mobile pipeline prefabrication station
Fourth, welding materials
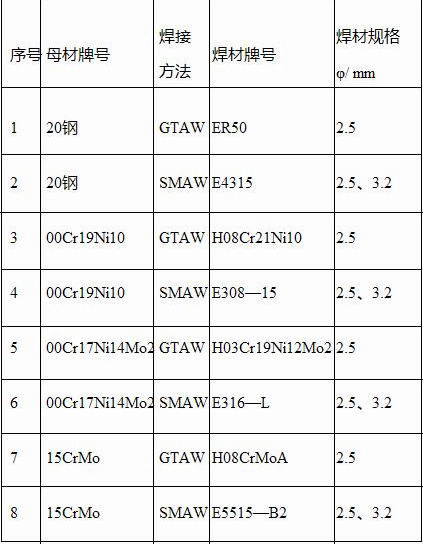
(1) According to the welding procedure operation guide of this project, the selected welding materials are shown in Table 4.
Table 4 Selection of welding materials for the project
(2) Welding materials should be stored in a dry, well-ventilated warehouse. The indoor temperature is ≥5 °C, the relative humidity is ≤80%, and the indoors are kept clean. All kinds of welding materials should be sorted and classified into piles, and should not be mixed.
(3) All kinds of welding rods must be dried according to the regulations, and the number of welding rods that can be dried again cannot exceed two times. The welding wire is required to be wiped clean, and the drying, distribution and recycling of the welding consumables should be carefully recorded.
V. Conclusion
The POM engineering casing has a large workload and is difficult to weld. Through this project construction, we not only accumulated a lot of experience in welding, but also mastered many skills in the installation process of the casing, for the future. The construction of similar projects has accumulated valuable information.
7.5L Electric Wallpaper Stripper
The 2200W 7.5L Electric Steam Wallpaper strippers is the most productive, safest and easiest to use steam wallpaper stripper.
The Wallpaper Stripper force steam through the layers of paper, helping to not only remove the paper but also glue residue from walls.The Wallpaper Steam Stripper is particularly effective on stubborn papers with paint on, or wood chip paper.
The 7.5L Electric Wallpaper Remover Stripper is much easier, compared to soak and scrap off the wallpaper manually, it only uses water which is heated.
Once the water boil then the water evaporates, produces steam out of the plate. The steam will penetrates into the wallpaper and loosen the old adhesive paste, so the wallpaper can then be pulled off and removed easily.
The advantages of removing wallpaper with steam are obvious: no need for chemicals, which is cheap and good for the environment. It's also much faster--you do not need to soak. BTW, no large puddles of water on the floor. What`s more, it makes work easier because large pieces can be removed from the wall.
7.5L Electric Wallpaper Stripper, Hot Style Wallpaper Steam Stripper,Wallpaper Stripper,Electric Wallpaper Stripper
Ningbo Brace Power Tools Co., Ltd , https://www.cnbrace.com