
2.3 Boundary conditions
Instantaneous high temperatures are generated during welding, so convection and radiation at the weld boundary must be considered. Radiation and convection are usually calculated differently, but for the convenience of calculation, a total heat transfer coefficient is used to represent the two methods. According to Newton's law of cooling, the heat energy lost due to boundary heat transfer can be expressed as
q=  (T-T 0 ) (4)
(T-T 0 ) (4)
In the formula: The total heat transfer coefficient; T is the initial ambient temperature. The change of the heat transfer coefficient of the upper and lower surfaces with the temperature of the low carbon steel at GMAW is shown in Fig. 3.
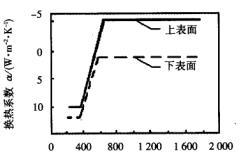
Temperature T/K
Figure 3 Variation of heat transfer coefficient on the upper and lower surfaces
2.4 Phase change latent heat
During the GMAW process, there are phase transformation processes such as melting and solidification in the molten pool region, accompanied by an energy transfer process of endothermic and exothermic phase change. The latent heat is considered by the thermal enthalpy method in the ANSYS process by defining the enthalpy of the material as a function of temperature. The change in enthalpy can be described as a function of density, specific heat, and temperature. There is a relationship, ie,
Δh=∫Ïc p (T)dT 0 (5)
2.5 Programming of the program
For GMAW, the original single Gaussian heat source treatment has a certain error with the actual heating process. The authors used two Gaussian heat source stacks. The design of the calculation program is carried out by using the finite element parameter design language APDL (ANSYS Parametric design language). The solver uses a wavefront solver with good stability and low memory requirements. The calculation process is pre-processing (finish the definition of solid element, definition of material thermophysical performance parameters, establishment of solid model, division of mesh), loading (heating flow load, adding convection load), applying life and death unit, solving, Post processing.
2.6 Calculation results and test verification
Calculating the 6mm thick low carbon steel with the built model, there is a certain difficulty in real-time measurement of the temperature field due to strong light and strong electrical interference during the welding process. Therefore, the width and depth of the welded weld pool are calculated and tested. The comparison of the melt width and penetration of the resulting weld pool verified the correctness of the temperature field calculation. The welding specification parameters used in the test are: plate Q195 low carbon steel, current 240A, voltage 25V, torch movement speed 430mm/min.
The welding wire is a H08Mn2Si welding wire with a diameter of mm1.2mm, the shielding gas is Ar+2%O 2 , the gas flow rate is 18L/min, and the welding torch is 20mm away from the workpiece. Figure 4 is a schematic diagram of the temperature field for finite element calculations. Table 1 compares the calculated values ​​of the melt width and the penetration depth with the test values.
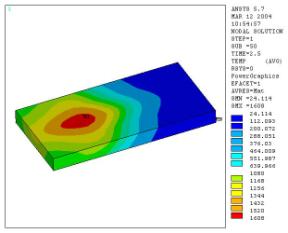
Figure 4 Temperature field of welding at time 2s
Table 1 Comparison of calculated values ​​of melt width and penetration depth and test values
| Item Melt width w/(mm) Melting depth h/(mm) |
| Calculated value 11.3 3.3 Test value 12.2 3.1 |
It can be seen from Table 1 that the error obtained by the calculation of the finite element ANSYS is 8.0% and 6.5% compared with the actual test value, respectively, which can meet the requirements of engineering calculations. Therefore, it is considered that ANSYS is used. It is feasible to calculate the GMAW temperature field.
Third, the establishment of neural network prediction model for welding process
The multi-layer feedforward BP neural network, which is widely used at present, is used as a nonlinear identification model for the GMAW welding process. It takes two welding features (the front melt width B of the weld and the front residual height H) as the output layer of the network; the input node is the main process parameter affecting the quality of the gas shielded weld of the molten gas: welding voltage U, welding current I And welding speed V.
Design and simulation experiments were carried out under the neural network toolbox based on MATLAB platform. In the neural network toolbox, the function trainlm uses the L-M (Levenherg-Marquardt) algorithm. It introduces a weighting factor u, in which u is adaptively adjusted. This algorithm is actually a combination of the gradient descent method (w when u is large) and the Newton method (u is very small). The gradient descent method drops rapidly at the beginning, but when it is close to the optimal value, the objective function drops slowly because the gradient is zero, and the Newton method can generate an ideal search direction near the optimal value. It is compared with other training algorithms. In comparison, the learning speed is increased and the reliability of the algorithm is increased. Therefore, we use this function method [3] .
The BP neural network generally consists of an input layer, an intermediate layer, and an output layer. The middle layer is also the hidden layer, which can be one layer or multiple layers. It has been proved by theory that a three-layer neural network can achieve any continuous function with arbitrary precision. So we use a three-layer neural network with an implicit layer. According to the empirical formula:
K=(M+N) 1/2 +a (a=1~10) (6)
Here M - the number of input layer nodes
N-number of output layer nodes
The transfer function of the hidden layer is the Sigmoid type function Tansig. Since the function is continuous and differentiable, it can be strictly calculated by the gradient method; the transfer function of the output layer is the linear function Purelin, which can make the network output any value. As shown in Figure 5 [4] :
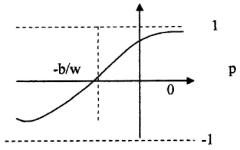
a=tansig(w.p+b)
(a) tansig function
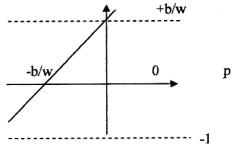
a=tansig(w.p+b)
(b) purelin function
Figure 5 Transfer function of the neural network
The application of a typical BP network requires a training set and a test set to evaluate the training results. The training set and the test set are both inputs—the set of output sample pairs, which are derived from the same set of data. The training set belongs to the training network, enabling the network to The structural parameters are adjusted according to the learning algorithm to achieve the purpose of learning; the test set is used to evaluate the performance of the trained network, that is, the generalization ability of the network. The number of trainings directly affects the generalization ability of the network. There is an optimal number of trainings in the training process. When the number of trainings is before the optimal point, the training error and the test set decrease with the increase of the training times; When this point is exceeded, although the training error continues to decrease, the test error increases.
Previous page next page
Portable Vertical Platform Lift For Wheelchairs
Portable Vertical Platform Lift, Portable Vertical Barrier Free Lift, Portable Vertical Lift Platform
Portable Vertical Platform Lift For Wheelchairs , Portable Vertical Barrier Free Lift For Wheelchairs , Portable Vertical Lift Platform For Wheelchairs
Portable Vertical Wheelchair Lifts, Portable Vertical Wheelchair Elevators
Animated Market/Active Market:
Southeast Asia,
Jakarta / Semarang / Surabaya Indonesia,
Penang / Port Kelang / Kuala Lumpur Malaysia,
Manila / Cebu / Davao Philippines
Bangkok / Laem Chabang / Lat Krabang / Songkhla / Phuket Thailand
Danang / Hanoi / ho chi minh,cat lai / ho chi minh,cai mep / ho chi minh,new port / ho chi minh,vict / haiphong / phuoc long / qui nhon / vung tau, Vietnam
Bogota / Barranquilla / Buenaventura / Cali / Cartagena /Medellin / Tumaco / Rio Hacha / Pereira / Pozos Colorados / Puerto Colombia / Manizales / Covenas / Armenia Colombia,
Panama City / Balboa / Colon Free Zone / Cristobal / Manzanillo Panama,
Guayaquil / Quito / Esmeraldas / Manta Ecuador,
San Jose / Puerto Caldera / Puerto Limon Costa Rica,
Guatemala City / Puerto Quetzal / Santo Tomas De Castilla / Livingston / Puerto Barrios Guatemala,
Acajutla / San Salvador / Santa Ana, El Salvador
Mexico City / Manzanillo / Acapulco / Aguascalientes / Altamira / Leon / Cancun / Celaya / Ensenada / Guadalajara / Guaymas / Hermosillo / Lazaro Cardenas / Lerma / Los Mochis / Mazatlan / Morelia / Puerto Morelos / Monterrey / Mexicali / Puerto Madero / Progreso / Puebla / Queretaro / San Luis Potosi / Tampico / Tijuana / Toluca / Veracruz Mexico,
Santos / Brasilia / Fortaleza / Itapoa / Itajai / Itaguai / Manaus / Navegantes / Paranagua / Pecem / Rio De Janeiro / Rio Grande / Salvador / Sepetiba / Suape / Vila Do Conde / Vitoria / Recife Brazil,
San Antonio / Santiago / Valparaiso / Talcahuano / San Vicente / Puerto Montt / Punta Arenas / lirquen / Iquique / Coronel / Caldera / Arica / Antofagasta / Puerto Angamos Chile
Buenos Aires / Rosario / Bahia Blanca / Concepcion / Mar Del Plata / Puerto Deseado / Puerto Madryn / San Lprenzo / Ushuaia / Zarate Argentina
Lima / Ancon / Callao / Ilo / Matarani / Paita Peru
Caucedo / Puerto Plata / Rio Haina / Santo Domingo Dominican Republic
South America, Central America, Latin America
Middle East, Gulf Countries, Gulf States, Iraq, Kuwait, Jeddah / Riyadh / Dammam / Jubail Saudi Arabia, Beirut Lebanon, Dubai / Abu Dhabi / Sharjah UAE, Muscat / Salalah / Sohar Oman, Doha Qatar, Manama Bahrain, Amman Jordan,
Istanbul / Aliaga / Ambarli / Antalya / Asyaport / Avcilar / Evyap Port / Bandirma / Gebze / Gemlik / Haydarpasa / Iskenderun / Izmir / Izmit / Korfez / Kumport / Kusadasi / Mardas / Marport / Mersin / Marmaris / Samsun / Tekirdag / Tirebolu / Trabzon / Ankara Turkey
North Africa, West Africa, Western Africa, East Africa, Southern Africa
Cape Town / Durban / East London / Johannesburg / Port Elizabeth / Pretoria South Africa,
Adabiya / Sokhna / Alexandria / Damietta / El Dekheila / Port Said East / Port Said West / Port Suez / Cairo Egypt,
Abuja / Akassa / Apapa / Lagos / Onne / Port Harcourt / Tin Can Federal Republic of Nigeria,
Algiers / Annaba / Arzew / Bejaia / Djen Djen / Ghazaouet / Mostaganem / Oran / Skikda People's Democratic Republic of Algeria,
Agadir / Casablanca / Port Tangier Mediterranee / Tangier The Kingdom of Morocco,
Tunis / Sfax / Rades / Bizerte Tunisia
Dakar / Kalolack / Zighinkor Senegal
Cabinda / Lobito / Luanda / Namibe The Republic of Angola,
The Federal Democratic Republic of Ethiopia,
Accra / Takoradi / Tema The Republic of Ghana,
The Republic of South Sudan
Kigali Rwanda
Douala / Kribi / Tiko / Victoria,cm / Yaoundé, Cameroon
Lusaka / Chingola / Kitwe / Ndola, Zambia
Beira / Ibo / Maputo / Nacala / Pemba / Quelimane, Mozambique
abidjan / Yamoussoukro / san pedro,ci, Côte d'Ivoire / Ivory Coast
Portable Vertical Platform Lift, Portable Vertical Barrier Free Lift, Portable Vertical Lift Platform
CEP Elevator Products ( China ) Co., Ltd. , https://www.zjfullelevatorreplacement.com